舟山市宏拓機(jī)械有限公司

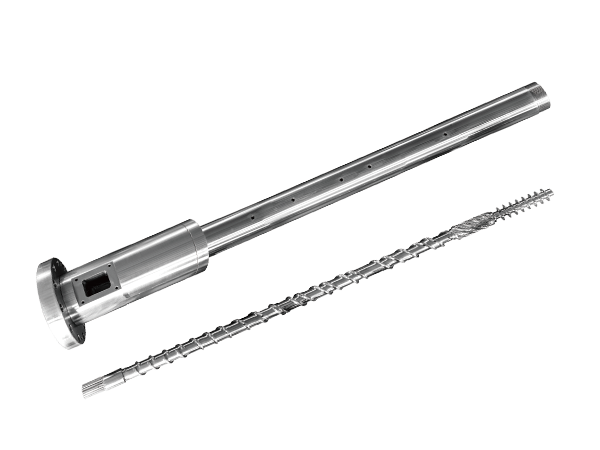
雙金屬螺桿和機(jī)筒
螺桿系列
合金機(jī)筒是在機(jī)筒的內(nèi)壁燒鑄一層 3-8mm的耐磨、耐腐蝕、耐高溫的合金,,其有效使用壽命比普通的氮化機(jī)筒有著很大的提高 ,對于加工工程塑料,、氟塑料、聚砜、PPO 等特殊類型的塑料 ,其優(yōu)越性尤為突出,。
合金螺桿采用我司自制的合金粉末,在螺棱部分噴焊合金 , 可以針對不同功能的螺桿,,采用不同的合金和焊合方式 , 我司自主 配比的碳化鎢合金螺桿機(jī)筒為國內(nèi)領(lǐng)先, 其碳化鎢 (WC) 的含量為35%,。 對生產(chǎn)加入50% 玻纖及再生料的產(chǎn)品,,具有更好使用壽命。
用途
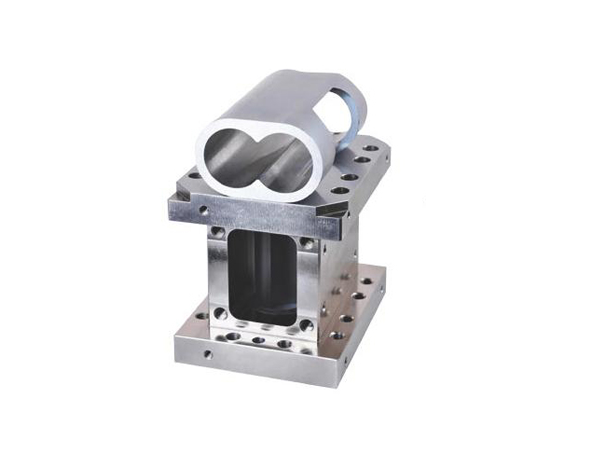
機(jī)筒內(nèi)孔離心澆鑄雙合金粉末,,雙合金螺桿機(jī)筒具有耐磨,,耐腐蝕,耐高溫,,耐高壓的特性,。常用于鏡片,透明外殼,、化妝 品容器類,、透明亞克力、尼龍,、PVC,、PC、PPA,、PPO,、PPS、PA6T,、LCP,、ABS 防火,、電木、PC+ 玻璃纖維,,尼龍 + 玻璃纖維,、磁粉、 陶瓷粉,、鋁鎂粉,、鐵粉,電動注塑機(jī)等,。

原材料及硬化處理要求
材料:
38CrMoAIA,【1.8509】 42CrMo, 41CrAIIMo7, 不銹鋼31,,316L , 316Ti ,9Crl8Mo ,9Crl8MoV, 哈氏合金C276, C4 , M2 ,SKD61 [H13] SKD11[D2] ,K110, Inconel625;
熱處理方式:滲氮處理,表面硬度HV≥2900 [HRC≥68] ,,氮化深度,0.6-0.8mm
表面鍍層處理,,深度0.02-0.15mm;
高頻淬火處理,,整體硬化,。硬度HRC55-65
合金機(jī)筒螺桿系列:鐵基合金,HT2TJ HRC58-60,、鎳基合金,,HT6NJ HRC53-56,碳化鎢鐵基合金,,HT3W HRC58-60,,碳化鎢鎳基合金 HT5JW HRC55-58、超硬合金 HT9TT(HRC62-65)


加工流程
氮化螺桿加工流程:下料→熱處理(調(diào)質(zhì))→粗加工→熱處理{定型)→精加工→粗磨→檢測→熱處理(氮化處理)→精磨→檢測→驗(yàn)收
合金螺桿加工流程:下料→熱處理(調(diào)質(zhì))→粗加工→熱處理{定型)→精加工→螺桿螺棱噴涂合金→精磨→檢測→熱處理(氮化處理)→精磨→檢測→驗(yàn)收
氮化機(jī)筒加工流程:下料→機(jī)筒內(nèi)孔粗加工→熱處理(調(diào)質(zhì))→精加工→粗磨→檢測→熱處理(氮化處理)一精磨→驗(yàn)收
合金機(jī)筒加工流程:下料→機(jī)筒內(nèi)孔粗加工→機(jī)筒內(nèi)孔合金澆鑄→精加工→粗磨→檢測→驗(yàn)收

做精品塑機(jī) 鑄誠信品質(zhì)
24小時(shí)服務(wù)熱線
0580-8055339
手機(jī):13750718202
傳真:+86-580-8233030
E-mail:[email protected]
總部地址:浙江省舟山市定海區(qū)金塘鎮(zhèn)穆岙村木漁新村2號
網(wǎng)址:zznz.com.cn

手機(jī)快速訪問